
In mass production, the role of the mold is immeasurable, those industries need mold, the following I briefly introduce a few common industry mold
(1.) Aluminium die casting molding
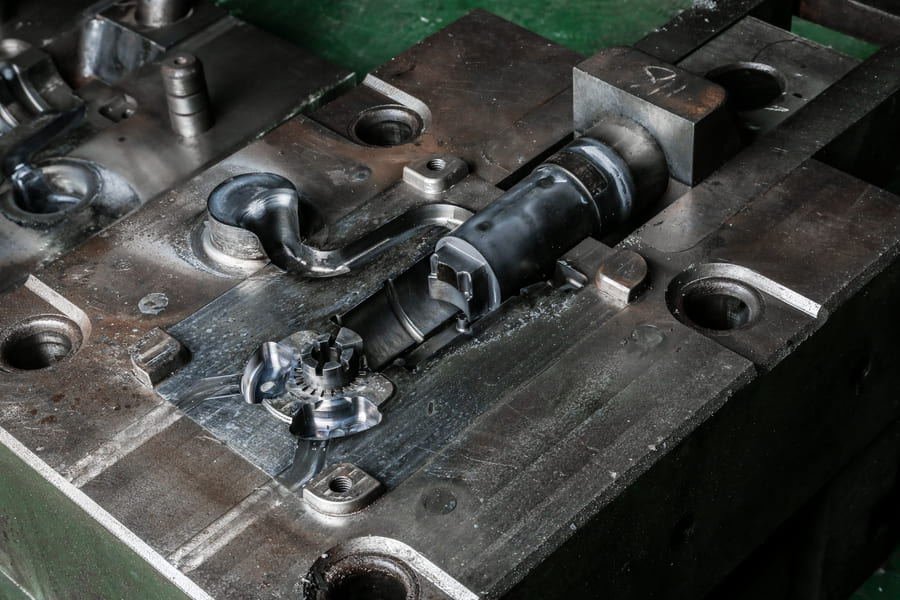
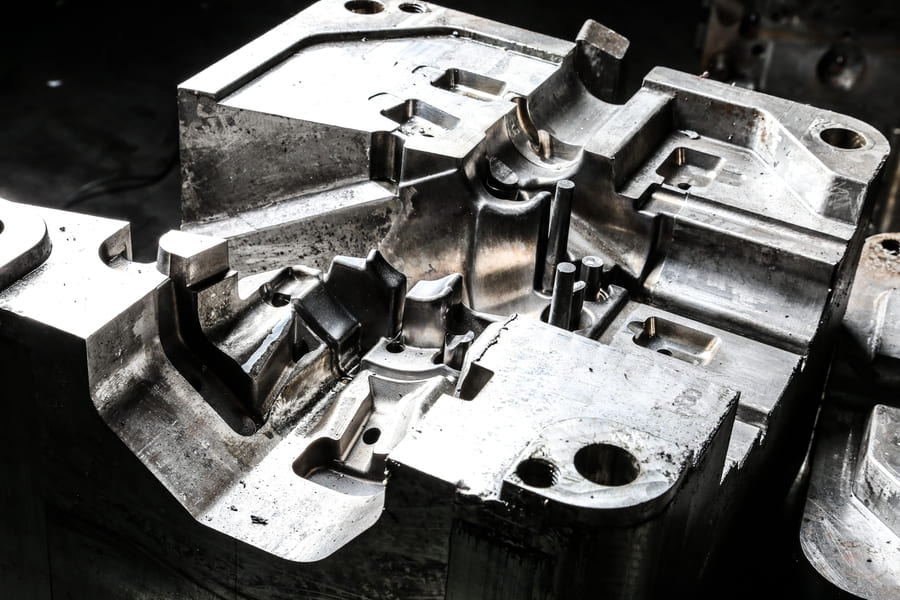
Molds are widely used to manufacture aluminium die-cast parts. After preparing the mold ready, the processes involved are:
(a.) Holding the mold in the die casting machine: While injecting the molten metal into the mold, the two halves of the mold can separate due to the molten metal’s high pressure. So, you need to use enough force to hold the two halves of the mold together.
This will enable the mold to withstand such pressure. It will prevent opening or springing back which may cause the liquid metal to squirt out.
Different machines have different range of forces they can withstand. The clamping force varies from as low as 25 tons to 3000 tons.
(b.) Injection of the molten metal into the mold: This is applying the molten metal into the die casting machine. There are two methods you can use to do this, which are:
(i.) Hot chamber die casting
Here, you will use the hot chamber die casting machine, also known as the gooseneck machine. It involves the following procedures:

– You will place the molten metal into a furnace and then melt it.
– Thereafter, the machine will lift the piston or plunger so that the molten metal can enter through the intake port. This will push the plunger downwards so the molten metal can touch the nozzle
– You will keep pressing the plunger until the die cavity fills up with the liquid metal.
– Allow the liquid metal to solidify inside the cavity before ejecting the solid part with the ejector pin.
Note that the usual injection pressure for hot-chamber die casting machines is between 1000-5000 ps.

(ii.) Cold chamber die casting
You will use the cold chamber die casting machine here. It involves the following:
– Firstly, you have to liquefy the molten aluminium in a separate furnace
– Thereafter, you will ladle the molten aluminium into a cold die-cast chamber using a pouring hole
• The machine will force the molten metal into the mold’s cavity through the pressurized plunger.
– The components will solidify under strong pressure.
– You can then remove the patches of the mold.
– Use the ejection pin to remove the gate from the mold. This would cause the plunger to retract.
(c.) Solidification of the die casting: Before ejecting the die cast from the mold, ensure the cavity is solid. If the raw material is still in liquid form, you need to let it cool off before ejecting it.
(d.) Removal of the die casts: After solidification, you can now remove the die casts from the machine. Thereafter, you need to apply the lubricant again on the internal surface before clamping the die together
(e.) CNC machining: This gives the casting more precise die castings.
(f.) Trimming: You should remove excess scrap metal from the casting as it continues to cool off. Cut off sharp edges and excess materials to make the product suit your specification.
(g.) Finishing: This is the last stage of aluminium die casting. The various surface treatment options you can use include: powder coating, chemical film, anodising, etc.
You can apply powder coating as a dry powder and then heat it. It gives flexible, high-quality finishes. The two types of powder coating are thermosets and thermoplastics.
(2.) Plastic molding

Molds are used to produce castings from plastic injections. The procedures are similar to the processes in aluminium die casting. It involves injecting molten plastic into a metal mold, solidification, removal, CNC machining, trimming and finishing.
Common materials used here include acrylic (PMMA), acrylonitrile butadiene styrene (ABS), nylon polyamide (PA), polycarbonate (PC), polyethene (PE), polyoxymethylene (POM), polypropylene (PP), polystyrene (PS).
(3.) Rubber molding

You can use a mold to cast rubber. This involves;
(a.) Select the object you want to set in your mold
(b.) Choose the rubber material you want to use. You can use neoprene, silicone, EPDM, nitrile, etc. You can only use liquid rubber.
(c.) Choose a disposable container that can hold the object and liquid rubber. The container should fit the object properly.

(d.) Thereafter, secure the object to the base of the container. This is to ensure the object does not toss around when the liquid is poured. Also, seal the object and the container when necessary. Apply a releasing agent to your object.
(e.) Pour the liquid rubber from the above into the mold.
(f.) Cover the object with the liquid rubber.
(g.) Wait for some 16-24 hours to allow the liquid rubber to solidify.
(h.) You can then remove the object from the mold.
The mold has a wide range of applications, about the mold if you have any questions, you can send us an email, we will solve for you







