
Die casting involves forcing liquid metal under high pressure into the cavity of the die casting mold. It is used for alloys: Al, Zn, PB, Sn, Mg, and Cu.
The characteristics of die casting process are:
- high efficiency dedicated especially to multi-series production,
- high durability of forms,
- small deviations and dimensional stabilization of die castings,
- low surface roughness,
- reduction or elimination of machining, cleaning, and surface finishing of details,
- obtaining better physical and chemical properties compared to other die casting methods,
- the ability to make details of a complex shape,
- obtaining lighter die castings in relation to sand moulds,
- the ability to make complex and thin-walled die castings with inserts (insets).
The factors limiting the use of pressure die casting processes include:
- large investment outlays in pressure machines, stationary furnaces, melting and metal loading systems,
- a long period of production preparation resulting from the need to make a pressure mold,
- limited size and weight of die castings,
- the possibility of making die castings only from selected die casting alloys,
- tendency to the porosity of details.

Die casting machines are used for die casting. The basic feature of the classification of this group of machines is their division into hot-chamber and cold-chamber machines.
Hot-chamber machines are used for die casting fusible alloys: Pb, Sn, Zn, and with a special design for die casting Mg alloys. Cold chamber machines are used for die casting complex pressure die castings from Mg alloys and die castings from Al and Cu alloys.
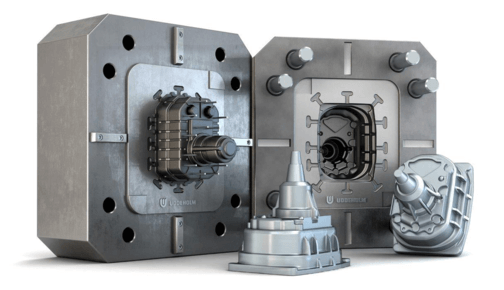
The tool used for die casting is a die casting mould. It consists of the following groups of elements:
- inserts that shape die castings,
- elements ensuring rigidity and stability of the structure: plates of molds and ejectors, casings,
- actuators and mechanisms enabling the movement of the moving parts of the mould,
- elements of the heating and cooling system to maintain the optimum temperature of the mold,
- ejectors to remove the die casting from the mold.
The die casting process can be divided into the following stages:
- lubrication of both halves of the mold with a special agent,
- mold closure,
- piston lubrication,
- flooding the infusion chamber with liquid metal,
- optional removal of air from the mold using a vacuum system,
- filling the mold with metal under pressure using a piston,
- cooling of the liquid metal in the mold and solidification of the die casting,
- mold opening,
- removing the die casting from the mold,
- cooling and lowering the die casting temperature.
The casts are subjected to subsequent technological operations, of which the most common are: removal of the gating system/trimming, cleaning, abrasive and vibration treatment, machining, washing, and packaging.

A good die casting must be properly designed and constructed. In its design, you should avoid:
- sharp transitions,
- uneven wall thicknesses,
- too thick walls and areas,
- thin spots and ribs,
- large areas without reinforcement of corners and ribs.
In order to reduce the porosity of the details and remove air from them, venting channels and overflows are used in the mold construction.
In order to maintain the most constant and technologically required temperature of the mold, its cooling is used. Motherboards are cooled, and sometimes cartridges and stationary cores are as well.

Materials for molds should be characterized by a low coefficient of thermal expansion, resistance to fatigue and creep at elevated temperatures, resistance to corrosive action and erosion of liquid metal, abrasion resistance, good thermal conductivity, dimensional stability after heat treatment, and sufficient machinability. The decisive load conditions are mechanical and thermal shocks.
How is the production of pressure die castings?
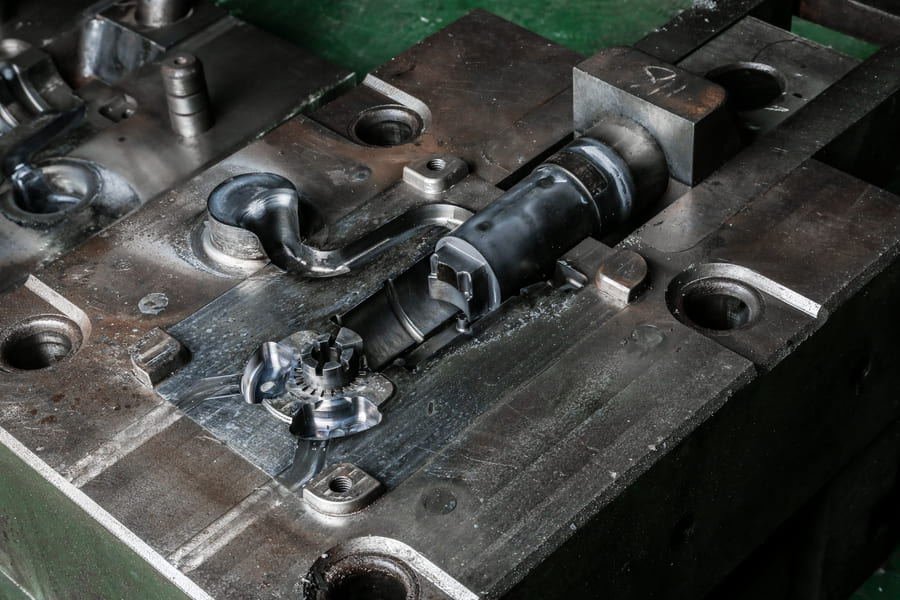
For the production of pressure die castings, permanent metal molds composed of two parts and retractable and removable cores are used to recreate the surface inside the die casting.
The prepared molds are poured with liquid metal and kept under high pressure until their temperature drops and solidifies. During die casting, the machine presses the two halves of the mold together. The force with which the device is able to do this determines how large and how complex in terms of structure the product can be obtained.
After the metal has solidified, the mold halves are opened, and the finished die casting is removed and sent for further processing (sandblasting, shot-blasting, and vibrating cleaning).
Cold and Hot Chamber Die Casting
Depending on whether die castings are made on the hot chamber or cold chamber machines, the material for their production is automatically fed or manually/mechanically delivered by a bucket. In machines with a hot press chamber, a steel piston with a cylinder system and a gooseneck is responsible for creating the pressure needed to force the molten metal from the tank to the mold.
On the other hand, in machines with a cold bale chamber, a hydraulic system connected to the piston is responsible for this.

The filling of the mold occurs in a turbulent manner, which means the forced movement of the liquid metal, during which the liquid mass spins, mixes, and breaks up. As a result of the aforementioned phenomena, die castings exhibit a heterogeneous structure – e.g. phase separation or the appearance of air bubbles occur.
The production of the above-mentioned products is carried out by the aluminum pressure foundry. Most orders for their execution are carried out for companies from the automotive industry. The pressure die casting method is used for elements such as pumps, turbines, engine blocks, or suspension parts.
Factors affecting the quality of the die casting
The quality of the die casting depends primarily on the efficiency of the machines used by the aluminum foundry and how the mold was prepared. In both cases, lubrication is key. In order to be able to press liquid material into the mold without any problems, the chamber and the pressing piston must work reliably.
However, before use, the mold must be thoroughly coated with a lubricant, thanks to which the material will fill it better and it will be easier to remove the die casting from it. In addition, protecting the mold with a lubricant (e.g. grease with motor oil or synthetic waxes) will help reduce the problem of material build-up on the mold surface. The grease is best distributed by spraying to obtain an even, thin protective layer.
Distinctive features of pressure die castings
Pressure die castings have smooth, well-refined surfaces that in many cases do not require finishing. The products show high dimensional accuracy (dimensions are identical to those included in the specification), so there are no difficulties with mounting the parts in the machine or assembling the elements together (the components are perfectly matched, and nothing needs to be corrected).
In addition, pressure die castings are distinguished by the perfect mapping of shapes; they also have precisely refined details, which are reflected in their overall appearance.

They exhibit excellent chemical, mechanical and physical properties. The technology enables the production of thin-walled products with reduced weight. All of the above features mean that pressure die castings have found a wide range of applications, mainly in large-series production.
Pressure die casting is a technology that consists in shaping liquid metal into a finished product. It owes its popularity primarily to the high accuracy of the die casting, its dimensional stability, good surface quality, and perfect reproduction of shapes. The die casting process is easiest to trace on the example of zinc for the automotive industry.
The automotive industry remains the main consumer of die castings. For its needs, die castings of engine blocks, pumps, turbines, oil pans, suspension elements, casings, and interior fittings are produced. How is the die casting process?
High pressure die casting Process flow
High Pressure die casting consists of the movement of metal, filling the cavity (socket) of the mold under pressure, caused by the movement of the pressing piston of the die casting machine. Thanks to the technology used, we obtain a high yield of metal, as well as good mechanical, physical, and chemical properties of die castings due to the homogeneity of the cast material.

Die casting is a high-pressure, high-velocity process that can result in structural inhomogeneity’s. It is therefore important to repeatable set the die casting process itself in order to obtain repeatable elements that meet the requirements of customers.
Benefits of aluminum castings
Die casting of zinc or aluminum is of particular importance in the automotive industry, mainly due to the properties of the die castings. They are extremely accurate, dimensionally repeatable, and durable, with a very high quality surface.
You can design complex shapes that are difficult or expensive to obtain with machining methods. The pressure-cast part is durable and resistant to mechanical damage.

It is worth noting that die castings for the automotive industry must meet special requirements, which is why it is important to be able to produce details and obtain parameters such as purity (measured in mg of impurities for each element), tightness (expressed in ccm/min) or porosity gas (determined in %, below 1%).
Treatment of the aluminum casting process
Zinc die castings for the automotive industry can be subjected to further mechanical or manual processing. During mechanical processing, five-axis, vertical, and horizontal machining centers and numerically controlled lathes are used.
On the other hand, manual processing will consist of abrasive and vibration treatment, shot-blasting and polishing, thanks to which the obtained surface becomes smooth, rough, matte, or shiny. Aesthetic cast elements can also be chrome-plated.
After obtaining the shape and the desired surface, the elements often enter the assembly process, most often highly automated, which results from large production volumes and the need for a repeatable assembly process in the automotive industry.
It is equally important to properly protect the cast parts for transport. When designing the packaging system, attention is paid to protecting the surface of the elements and the use of ecological materials that will be recycled. Everything is in accordance with the wishes and requirements of recipients.
The bottom line is that you can attempt to make the same die cast parts or batch of parts by any known metal die casting method.
The only difference is that when die casting parts using different methods, we will get different die castings in terms of quality, cost, and time spent in the die casting process.
The variations are enough, they can be of high quality, but the die cast parts can be very expensive, they can even be too expensive and not at all satisfactory, they can be of average quality for the right price, but you can choose the right die casting type and get high quality, spending the minimum amount of money and time on them.

Therefore, our goal is to choose the right type of die casting, and then obtain an inexpensive and high-quality die casting. How do we do it? I have such a plan.
First, we should understand what types of die castings exist. And then specify the criteria for the die cast parts by which we can determine the type of metal die casting that is most suitable to achieve our main goal – obtaining high-quality die castings with minimal waste.
So we’re going from simple to complex, and we’re going to explore all the options available on our foundry “menu”.
THE FIRST TYPE OF METAL DIE CASTING WE WILL CONSIDER IS SAND-CLAY MOLD DIE CASTING.
The decisive factor in this process is that the molds are disposable, i.e. each such mold can only be used once, after which it is destroyed and the following mold must be made for the next die casting. And this is not such a quick process and is quite laborious.
Sand-clay molds are created by compacting molding mixtures (based on quartz sand, clay, and auxiliary materials) on the model of the product (usually made of wood) in a flask. Before sealing the molding mixture onto the model, a gating system (in which molten alloy flows and gases are discharged) is installed inside the flask, as well as rods (which are used to make holes in the die casting).

This type of die casting can be fairly well automated or completely non-automated, but the essence remains the same – it is used to obtain individual samples of cast parts.
Advantages of this type of die casting: the ability to obtain parts of various shapes and weights.
Disadvantages: low accuracy of the dimensions of the resulting die castings, low surface quality, and high labor consumption of the process.
GRAVITY DIE CASTING
The essence of the process is the same as in the previous example. So let’s consider the differences. The die casting mold is neither disposable nor destructible and is reusable and indestructible.
Accordingly, as a type of die casting, it has a less complicated process (the mold does not have to be made again after the production of the previous die casting).
As a rule, the molds are made of metal. Since the die is metal, it has high strength, heat capacity, thermal conductivity, and virtually no gas permeability. For this reason, it has the following advantages in die casting quality: greater dimensional accuracy and less surface roughness.

Die casting is used for die casting almost all metal alloys: cast iron, steel, and non-ferrous metals and their alloys (aluminum, copper, and magnesium). From cast iron and steel, we obtain die castings of simple and medium shapes, with medium or thick walls.
In dies, it is difficult or impractical to obtain die castings with a developed surface, complex shape, sharp differences in wall thickness, sharp angles, or long protruding parts. Due to the fact that the cost of making the die and rigging far exceeds the cost of die casting itself, this type of die casting is not suitable for obtaining individual die castings.
It’s only worth starting to manufacture parts using die casting if the minimum batch size exceeds 50 units or more.
DIE CASTING ACCORDING TO DIE CASTING MODELS
For brevity and better understanding, we will dwell on the differences and similarities of the types of die casting already considered. The main difference of this type of die casting from the previous ones is the possibility of obtaining any complex form and developed external surface of the die casting.
The die casting has high accuracy and low roughness. This type of die casting can produce cast parts from a few grams (as an example of jewelry) to tens of kilograms.

The die casting process is described as follows. First, a very accurate model of the product from which the mold is made is produced, thanks to which many models can be obtained later from fusible materials.
Each of these fusible models will be used to produce only one cast metal mold. These molten patterns are made by pressing paraffin (or other low melting point material: stearin, wax, etc., or a salt mix for large products) into a mould. The cast model is immersed in the powdered refractory slurry in a binding liquid.
This layer is dried, and then 5 to 10 successive layers are applied by analogy, alternately dipping in a suspension of a binder and spraying with a refractory composition of different fractions. After drying the last layer, the cast model is heated above the melting point and thus cast out of the mold.
The resulting shell (die casting mould) is heated at high temperatures, installed in a furnace and filled with molten metal. After cooling and crystallization of the die casting, the shell is mechanically removed (by destroying it in a convenient way, e.g. by breaking it).

Despite the undeniable advantage – the possibility of obtaining any complex shape and developed outer surface, there are disadvantages of this type of die casting. This is a large consumption of metal and a high unit cost of consumables in the cost of die casting.
Therefore, it is mainly used for the mass production of high-precision die castings with minimal or no subsequent mechanical processing, when the criterion of the final cost of the die casting is secondary to its quality criteria.
DIE CASTING ACCORDING TO GASIFIED MODELS
Let’s dwell on this method of die casting for a moment. It differs from the previous method of die casting in that instead of paraffin, polystyrene is used to make the model, which is not melted from the shell mold before metal die casting, but is placed directly in the sand mixture under a vacuum.
Under the influence of the high temperature of the molten metal poured into the mold from the foam model – the model is evaporated and the metal alloy fills the volume occupied by the model. The main advantages of this method are a wide range of die casting weights: from 100 g to over 2000 kg and their overall dimensions: from 4 cm to 1 m.
SHELL DIE CASTING
The main feature of this type of die casting is that it allows the production of die castings according to the complexity of shape, accuracy, and surface quality of die castings similar to die castings obtained by die casting according to to die casting patterns. However, the costs of die castings obtained by the Croning process are lower than in the case of die casting according to to die casting patterns.
The essence of the process is as follows. The die casting mold is made by pouring a mixture of quartz sand and phenol-formaldehyde resin or powder-bakelite into a metal model heated to 300 ° C. The mixture “sticks” to the model, then it is cooled for several tens of seconds, and the excess is removed. The mixture is then heated in this model to 350-600 ° C, thereby hardening the mold.

There is an alternative embodiment of applying the mixture on the model – it is blown into the gap between the model and the contour plate, which is outside the model. . In this case, the sand must be plated, i.e. each grain of sand is covered with a thin layer of resin.
After removing the mold from the model (in the form of 2 halves of the mold) and attaching it with staples or an adhesive composition based on bakelite resin, Die casting is achieved by pouring the alloy into such a mould.
This type of die casting can produce die castings weighing from 200 g to 30 kg and with a wall thickness of 3 to 15 mm.
DIE CASTING OF METALS UNDER PRESSURE (ALUMINUM DIE CASTING).
This type of metal die casting is difficult to describe with the differences and similarities of any of the examples mentioned above. Because it is very different both in terms of the technological process and the quality of the die casting and the limitations of the external and internal mold of the die casting.
The process of organizing the die casting of a specific part looks like this. First, a die casting mold needs to be made (for aluminum die casting, this is usually called a mould). Currently, it is ordered by companies specializing in the production of moulds. Mold design and manufacture is a complex, responsible, accurate and costly process.
The approximate time to design a mold is about 2 weeks. Another 2-4 weeks will be needed to produce it. And another 2-4 weeks for collection and delivery to the foundry. In total, as you can see, it will take from one and a half to two and a half months. There is no average mold production cost. Calculations are carried out individually for specific die cast parts (die casting) and customer-specific die casting requirements.
What is the cost of high pressure aluminum die casting?
The cost usually ranges from 10 to 100 thousand dollars. The die casting mold is made of high quality steel with a hardness of 37-48 HRC. The mold consists of several movable and fixed parts, which are necessary so that in the closed state its cavity forms the necessary shape of the future metal die casting, and in the open state, the die casting can be freely removed from the mold.

Once the mold is obtained, it is installed on the die casting machine. Next is directly the die-die casting process: molten aluminum alloy (or other non-ferrous alloys) is poured into the pressing chamber, and then under the action of a high-pressure piston (several hundred times the pressure in the molten metal in any other form of die casting) is ejected from the pressing chamber (in reality – a large metal syringe) into a closed mold, where it then crystallizes to form a cast.
The mold is then opened and the cast aluminum (or cast of another metal alloy – the future molded die cast parts) is pushed out of the mold and extracted for further use.
The advantages of this type of die casting are as follows:
· very high productivity from several dozen to several thousand die castings per hour
· low surface roughness (5-8 class)
· high dimensional accuracy (3-5 class)
· the need for minimal post-processing of the die casting or no such need
· the wall thickness of the die casting can be up to 0.6 mm
· a wide range of die casting weights – from several dozen grams to 30-40 kg.
The disadvantages of this type of die casting are the availability of greater constraints on the inner and outer mold of the cast part than in other methods where the developed surface area and mold complexity are the main advantages.







