
Introduction
There are different methods of casting. These methods include die-casting, shell molding, permanent mold casting, centrifugal casting, vacuum die-casting, investment casting, lost-wax casting, etc. These various methods are used to manufacture cast parts for various industries.
In this article, we would examine die-casting and shell molding. We would also contrast both casting methods.
Follow closely.
What is die-casting?
Die-casting involves injecting molten metal into a mold, and then allowing it to solidify before removal (from the mold). The casting takes the shape and design of the mold.
The processes involved in die casting are:
• Preparation of mold
The mold is known as the tooling. The mold design determines the dimensions and contours of the casting. It affects the configuration, shape, uniformity, and quality of the castings.
So, before preparing the mold, you should consider the dimensions and geometry of the castings you want to manufacture. You should calculate the design of the mold according to the size of the casting.

To make a mold, use a material with higher strength and melting temperature than stainless steel. If not, the die can damage during the casting process.
To design the mold, you can use the 3D CAD/CAM systems. Computer-aided simulation calculation helps to optimally adapt the mold to the die-cast parts.
There are two halves in the mold, known as cavity and core.
• Holding the molds in the die-casting machine
This enables the mold to withstand forces. The casting machine would keep the mold halves locked together during the die-casting process.
This would prevent opening or springing back which may cause the liquid metal to squirt out.

• Injecting the molten stainless steel into the chamber
At this point, you have to apply the molten metal into the die-casting machine.
There are two methods to do this, which are: The hot chamber and the cold chamber die-casting. The hot chamber die-casting is more common than the cold chamber.
In hot-chamber die-casting, metal would be heated within the mold cavity.
On the other hand, in cold-chamber die casting, metal would be heated in a completely separate furnace and then transferred into the casting machine.
• Solidification of the die-casts
Before ejecting the die cast from the mold, ensure the cavity is solid. If the raw material is still in liquid form, you need to let it cool off before ejecting it.

• Removal of the die casts
After solidification, you can now remove the die casts from the machine. Thereafter, you need to apply the lubricant again on the internal surface before clamping the die together
• CNC machining
This is to cut off any excess parts in the cast parts and make them more precise.
• Finishing
This is the last stage of stainless steel die-casting. The various surface treatment options you can use include: powder coating, chemical film, anodizing, etc.

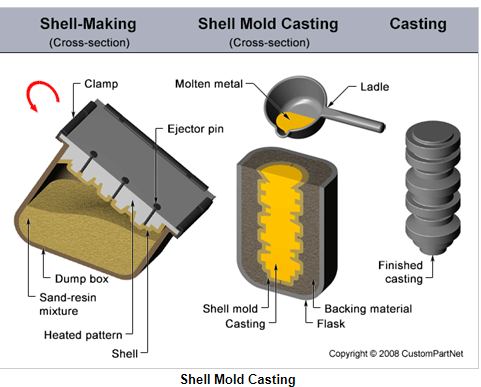
What is Shell molding?
This is also known as shell molding casting.
Just like die casting, shell molding involves pouring molten metal into a mold and allowing it to solidify before removing it.
However, shell molding uses a sand-based mold for casting. The mold used is a shell with thin wall; the mold is made by applying a mixture of sand and resin to a pattern.
The pattern is a metal object that has the shape and design of the intended cast parts. You can reuse the pattern to form multiple shell molds.
The processes involved in shell molding are:
• Pattern creation
The first process is to create a two-piece metal pattern in the shape of the intended parts. You can only make patterns from metals such as cast iron, steel, aluminium, etc. Generally, patterns are usually made from cast irons.
Note that because the entire mold is formed from the pattern, the gating system must be part of the pattern.
• Mold Preparation
To create mold, heat the pattern and lubricate it. Then attach the pattern to a dump box containing a mixture of sand and resin. The dump box would be inverted, which causes the sand and resin to coat the pattern.

Due to the heated pattern, the mixture would begin to cure and form a shell surrounding the pattern. After the curing process, remove the shell from the pattern.
Note that resins are quite expensive. You can minimize the use of resins by tightly controlling the shell thickness.
• Assembling of mold
To make the complete mold, clamp the two halves of the shell together. Place the shell mold into a flask and support it with a backing material.

Molds made by shell molding don’t often get damaged during storage and handling. They are also humid-resistant.
• Pouring the molten metal
You can now pour the molten metal from a ladle into the gating system and fill the mold cavity.
• Solidification
After filling the mold with molten metal, allow it to cool and solidify into the shape of the casting.
• Removal
After solidification, you can now remove the casting from the mold. Because shell casting uses a two-pieced pattern, you can seamlessly remove the casting by ‘opening’ the pattern.

The top and bottom parts of the patterns are separated from each other. This makes it easy to remove the casting.
The entire process of shell casting involves high tooling costs. The process is thermoset in nature, and so requires higher curing temperature.
Note that:
Shell molding has a higher productivity rate and better dimensional accuracy than sand casting.
It enables you to accurately manufacture parts with intricate shapes and tight dimensional tolerance.
The typical tolerances of shell molding parts are just 0.005mm and the cast surface finishing is 0.3-4.0 micrometres. So, shell molding requires minimal secondary machining,
which helps in reducing fettling and finishing costs. Also, because final sands are used in shell casting, the cast parts’ surfaces are always smooth.
The shell molding process is best suitable to cast small, intricate and lightweight castings.
Contrasting die casting and shell molding
• In die-casting, you can only use non-ferrous metals. These include aluminium, zinc, lead, copper, brass, nickel, titanium, etc.
Ferrous metals are not usually used in die casting because they have high melting points and low corrosion resistance; which affects the mold’s durability.

On the other hand, in shell molding, you can cast both ferrous and non-ferrous metals. However, the most commonly cast materials include cast iron, stainless steel, aluminium alloys, alloy steel, etc.
• The mold materials in die-casting and shell molding are different. In die-casting, to make the mold, you will use a material with higher strength and melting temperature than the material you want to cast.
Conversely, in shell molding, the mold is made by attaching a mixture of sand and resin to a pattern.

• The equipment and tooling costs for die-casting are higher than shell molding.
However, note that both die-casting and shell molding are similar in many respects. They both involve the use of mold (although made with different materials), pouring of molten metal into the mold, solidification, ejection, machining.
Conclusion
Die-casting and shell molding are common methods of casting. In this article, we explained the processes involved in each of the casting methods.
We also noted the differences between them. For example, only non-ferrous metals are usually cast in die-casting, while in shell molding, you can cast both ferrous and non-ferrous metals.







