
At die-casting plants that handle high-temperatures metal solutions, thorough safety measures are being taken, including consideration of accident and disaster prevention as a company, the creation of inspection standards, and the implementation of safety and health education for workers.
However, in some cases, measures against unexpected troubles are handled on-site, and it is necessary to thoroughly implement safety measures such as adding functions to avoid danger in molten metal, cast aluminum cookware, and metal casting.
But I can tell you , aluminum die casting is safe
What is die casting?
Aluminum die-casting is made by casting aluminum.
Moreover, since the product is produced under pressure in die casting process, the final product has a very beautiful casting surface, it is lightweight and can be easily surface-treated. Since it is possible to create castings using casting fittings in cnc machining, it is also possible to process products with high hardness and wear resistance.
There is an advantage that there is no need for final finishing because it is processed with an elaborate mold. It is also possible to shorten the time accordingly.
Due to these properties, metals are used in the production of parts for aluminum cookware, automobiles and motorcycles during molten aluminum processes.
However, since the molds required for the production of the product are expensive, it is more suitable for large lot orders than small lot orders.
Hot chamber die-casting processes
The halves of the die-casting mold are each attached to a movable and fixed machine plate of the die casting machine processes. Due to the high pressure during casting, locking mechanisms with large forces are required to hold the molds together. To make it easier to release the mold halves, they are sprayed with a release agent before they are closed.
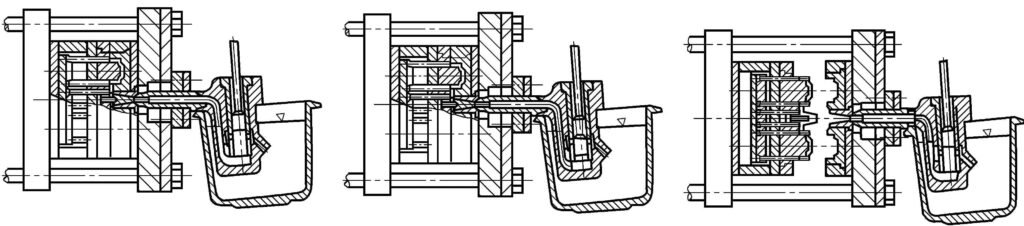
As soon as the mold is closed, the piston moves up. The casting chamber opens; the liquid alloy fills the casting chamber. The piston then closes the casting chamber and forces the liquid alloy through the casting neck and nozzle into the mold cavities. There it is held under pressure until it has solidified.
The mold opens and the slides – if present – move out of the mold cavities. The casting remains in the ejector side. In the next step, the plunger retracts, allowing the remaining alloy to flow back into the shot sleeve.
The casting is pushed out of the ejector half by ejectors. As soon as the piston releases the casting chamber again, the next cycle starts.

When the metal has solidified with aluminum oxide especially in making cast aluminum cookware or cast iron products, the casting is pushed out of the open mold using ejector pins. An industrial robot takes over the casting and removes the sprue system and existing burrs.
Cold chamber die-casting process
The two halves of the die-casting mold are fastened to a movable and a fixed machine plate of the die-casting machine and sprayed with a release agent before closing.
A defined amount of molten alloy, which is higher than necessary to fill the mold, is dosed from the melting furnace into the shot sleeve.
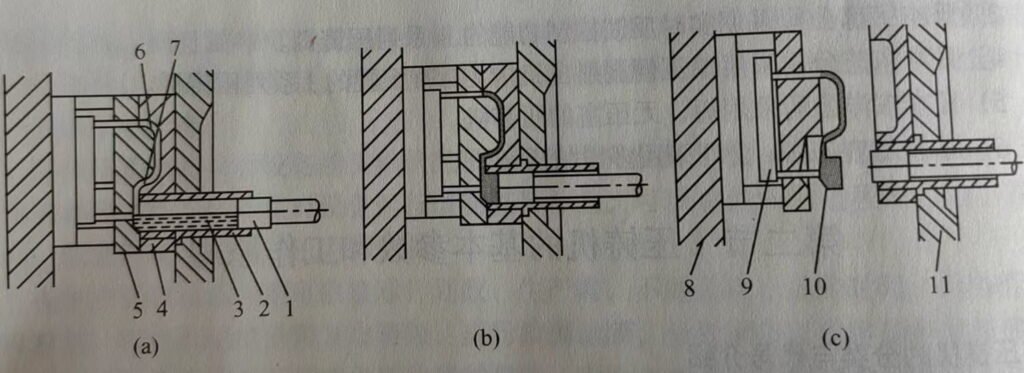
Here, a hydraulically operated piston pushes the alloy into the mold cavities, where the pressure solidifies it. The remaining alloy is also pressed into the mold to compensate for the shrinkage as the alloy solidifies.
After solidification, the mold opens and the plunger comes out to ensure the casting stays on the ejector side. If present, the sliders move out of the nest. The ejectors push the cast part out of the ejector side, the piston returns to its original position.
The casting is taken over by an industrial robot that removes the sprue system and any burrs that are present.
Points of safety measures
Ensure safety quickly and reliably
§ Stop the casting machine → unlock the door
§ A worker enters the safety fence → the warning light lights up and the casting machine stops (interlock)
§ Working inside the fence → Casting machine cannot be started.
Protect workers with interlocks and lockouts
A spring-lock type safety door sensor is installed on the door of the safety fence. When the casting machine is completely stopped, an unlock signal is output and the safety door sensor is unlocked.
The spring-lock type safety door sensor remains locked even when the power is turned off, so it does not allow workers to enter the room until the safety of the casting machine is ensured.

Workers inside the safety fence are continuously detected by the safety laser scanner. This will disable the caster startup operation while there is a worker inside the fence.
After exiting the fence and locking the door, you will be able to activate the casting machine.
Usage tips
The “on-delay function” of the safety laser scanner allows you to set the time from when the operator leaves the protected area of the safety laser scanner until the robot can be started. It is also effective to have a lockout or tagout on the safety door sensor to make it impossible for a third person to enter the room or operate the power supply.
The fact is that fatal and tragic work accidents make headlines and disappear from our collective consciousness after disappearing from the news; the less serious ones rarely gain media attention, although they are the most common.

Industrial disasters are accidents at work that involve multiple fatalities. The common thread that connects these accidents: is incidents that often result from the negligence of safety protocols.
In the manufacturing sector, the risk of accidents at work is relatively high in foundries. A die-casting foundry environment presents several hazards in the workplace: physical, chemical, electrical, and mechanical.
Accidents at work in die-casting foundries cause illness, injury, and sometimes fatalities. Other implications of work accidents are absences and lost productivity time.
1. Wear proper safety equipment
Personal protective equipment (PPE) is designed to minimize the risk of exposure in the workplace. These protective gear come in a variety of forms and offer head-to-toe protection. Knowledge of the selection and maintenance of PPE is essential to ensure a safe working environment, as is the proper use of Aluminized Gloves.
2. Inspect before use
Timely inspection of casting machines is critical to worker safety. Any equipment malfunction or failure during a meltdown or leak can be extremely dangerous. Before use, operators should check the condition of equipment, furnace walls, fuel lines, burners, and leakage equipment.
3. Adopt good cleaning practices
Good cleaning practices are crucial to preventing workplace injuries from trips and falls. Operators must diligently follow all cleaning rules and keep the foundry floor free of wires and other tripping hazards.
4. Be vigilant
Vigilance is vital in the early detection of accidents and helps to prevent serious damage to personnel and property. Foundry personnel must always be aware of the environment. Co-workers and supervisors should be alerted if anything is suspicious. For example, an unusual odor could indicate a gas leak or a metal leak.
5. Train to promote safety
Safety is everyone’s priority and responsibility. Effective communication and timely training practices ensure the good health and safety of all employees.
Die-casting company personnel must be trained in the company’s evacuation plan and emergency response plans. These plans should focus on specific situations, such as measures to contain a spill due to failure.
6. Keeping the foundry safe
Workplace injuries are often a product of negligence and unsafe practices. Complying with these 5 basic rules is essential to ensure the safety of the foundry.
Summary
The basic prerequisite for the production of high-quality aluminum die-cast parts is the design of the mold suitable for casting. Only optimal divisions intelligently designed slides, the correct dimensioning of the sprue system, good ventilation, and finally, the correct adjustment of the machine enables a perfect result.
In addition, the temperature conditions in the steel mold are extremely important in aluminum die casting.
It must be ensured that the mold can be filled completely without the material already beginning to solidify during the filling process. On the other hand, the filling time must be long enough for the filling vapors to escape completely through the ventilation ducts.







