
Metal extremely high pressure die casting is a method of manufacturing processes of castings from alloys, in which the light alloy parts takes the form of casting, quickly filling a high pressure die casting under high pressure from 7 to 700 MPa.
This method is used for non-ferrous metal alloys (based on zinc, aluminum, copper, magnesium, tin-lead alloy) due to their low melting point, as well as for some steels. Products can weigh from tens of grams to tens of kilograms. Die casting is one of the highest mass production volumes in the metalworking industry.
High pressure die casting is made:
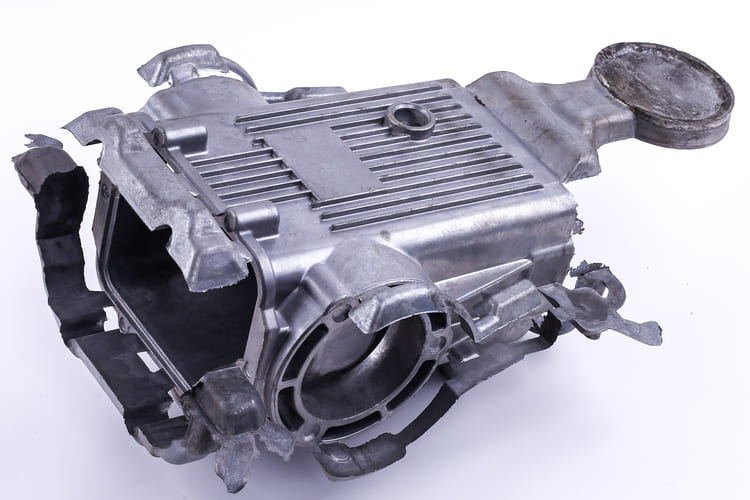
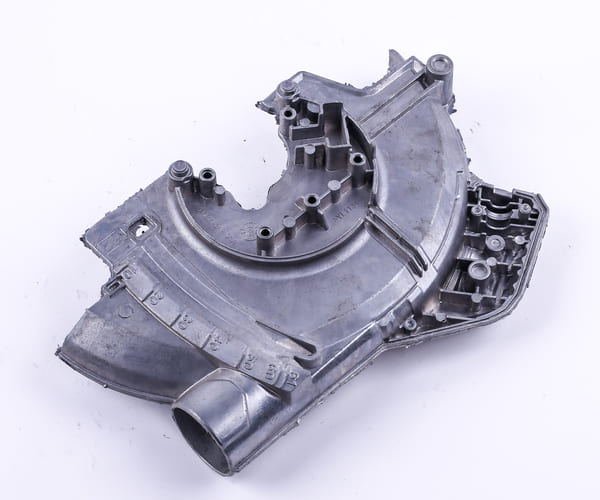
- car engine parts (including aluminum blocks, carburetor parts);
- details of sanitary equipment;
- parts of household appliances (vacuum cleaners, washing machines, telephones); earlier – details of typewriters;
- parts of computers, mobile phones and other similar equipment.

Application of Die Casting
Aluminum die casting: used in light and high strength assemblies, gearbox housing, etc.
Magnesium high pressure die casting: used in light and high-strength components, for example: electrical equipment enclosures.
Zinc high pressure die casting: used in the manufacture of toys and in small parts, as well as in assemblies with superior surface finish quality, especially where there is chrome plating.
Die Cast Brass: Used in plumbing products e.g. water faucets.
Die Casting Process
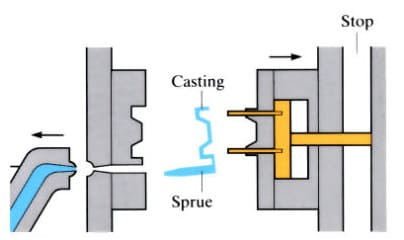
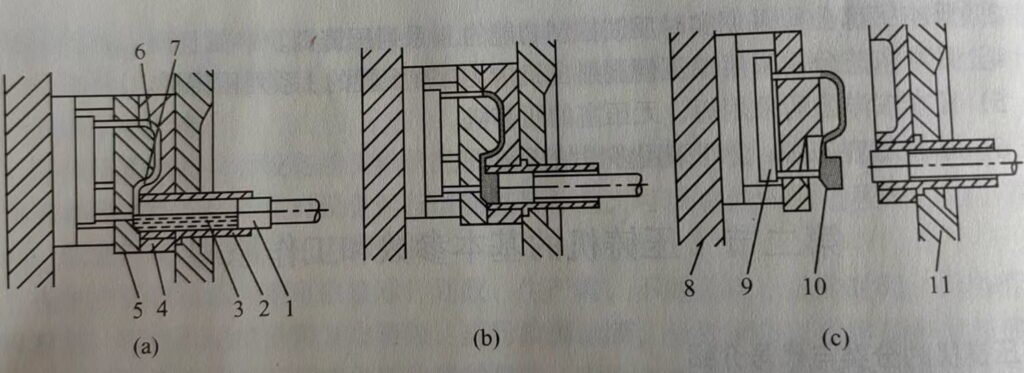
Casting high pressure die casting process are usually made from steel. The forming mould cavity of the high pressure die casting is chosen similar to the outer superior surface finish of the vacuum die casting; however, size distortions are taken into account. The extremely high pressure die casting also contains ejectors and movable metal rods that form the internal cavities of the product foundry machines are divided into two types – with a hot chamber die casting and cold chamber process.
Hot chamber casting machines
Zinc-based die alloy parts are typically cast in hot chamber die casting machines. The cold chamber systems is immersed in the melt. Under a relatively weak pressure of compressed air or a piston, the melt is forced out of the cold chamber systems into the high pressure die casting.
Key features:
- Speed operation. Cycle times are less than 1 second for small die cast parts, up to 30 seconds for larger parts.
- Working pressure in the range from 100-300 atm.
- Conventional presses or small high speed machines.
Cold chamber process casting machines
Such machines are used for die casting aluminum, magnesium, copper alloys. Casting into high pressure die castings takes place under pressure from 35 to 700 MPa.
Key features:
- The injection plunger and barrel do not sink into the melt.
- The molten metal is poured by ladle mechanically or manually.
- Longer cycle time. Can be up to 1 min.
- Working pressure 200-700 psi Al and Mg (13-47 atm.).
- Working pressure 400-1000 psi Cu (27-68 atm.).
Main Advantages of High pressure die casting
The main advantages of high pressure die casting process technology include:
- high performance;
- high surface quality (5-8 cleanliness classes for aluminum alloys);
- exact dimensions of the cast product (3-7 accuracy classes);
- minimal need for mechanical processing of the product.
High pressure die casting processes
There are the following high pressure die casting process :

- The first stage: high pressure die casting opening and lubrication.
This is necessary so that the finished casting easily moves away from the high pressure die casting cavities and the metal in the piston does not freeze before it is pressed. A film is also formed that helps stabilize the temperature and protects the high pressure die casting surface, which increases tool life. - The second stage: closing the high pressure die casting.
- The third stage: pouring metal into the piston.
After lubricating the high pressure die casting and piston, the worker scoops the required amount of metal from the melting furnace and pours it into the piston neck. - Fourth stage: metal pressing.
The piston, under the influence of pneumatics, into which nitrogen is usually pumped, makes a translational movement and pumps the metal into the pressing chamber. - Fifth stage: removal of the finished product.
Lubricants for high pressure die casting
Before starting, as well as during operation, the working surface of the high pressure die casting is coated with a lubricant.
Cold chamber process start lubricants are applied to cold dies at the beginning of the operation, that is, at the moment when the water-miscible liquid lubricants do not yet form a sufficient film due to low die temperatures.
The lubricant partially protects the high pressure die casting from thermal shock and, consequently, increases the service life of the high pressure die casting, it contributes to an easier removal of the casting from the high pressure die casting, protecting the high pressure die casting from welding.
Lubrication also helps to obtain a better casting surface. Cold chamber process start lubricants are used as a release agent in the production of lead alloy castings. These products are practically are emulsified and require skimming to remove them.
When casting under pressure in the 90s, mainly mineral oil-based greases were used, which do not produce mineral deposits when burned. When casting aluminum alloys, a mixture of oil with graphite or a mixture of graphite with wax and vaseline was used, etc.
Modern water-miscible and pure oils meet the following requirements:
- application of lubricant by micro-spraying under pressure . A very thin layer of lubricant should provide all the required functionality and contribute to cost -effectiveness .
- high penetrating optimum mechanical properties and resistance to temperature , no ignition and no smoke. Application of the product for various complexity of geometric shapes.
- the composition of the lubricant should provide a high effect of metal release from the high pressure die casting, leaving a minimum accumulation of precipitation after separation.

- easy removal of deposits and cleaning of equipment. Residues on cast components must be compatible with the painting and electroplating processes of the products.
- high concentrations of mixing with water 1:50-1:200.
- resistance to microorganism attack and emulsion stability , minimal impact on human health and the environment.
- long grease life on the high pressure die casting, no runoff, no clot formation and semisolid metal processing content in the formulation.
- uniform cooling of the high pressure die casting , corrosion protection of units and tooling, improved metal passage .
The lubricant is applied in a thin, even layer after 1-2 fillings. To obtain a quality product, it is necessary to observe certain values of the specific pressing pressure.
Composition and function of high pressure die casting products
It is also worth mentioning that each type of product has its own characteristics that meet different technological requirements:
- Oil: product release , lubrication, wetting , corrosion protection
- Wax: product release and wetting of hot spots
- Polysiloxane: product release in the hottest places
- Resins: product release and wetting in the hottest places
- Emulsifier composition : promotes mixing of oil in water
- Biocides / Fungicides : protect against microbes
- Defoamer : controls foaming
Lubricants for plungers and pistons
A plunger is a piston or cylinder that pushes metal into a high pressure die casting. The smooth movement of the ejectors, core fingers and sliders is very important. As a rule, foundry lubricants provide good lubrication of moving parts. However, in some cases additional lubrication is required.
Modern requirements for lubrication for plungers:
- plunger lubrication
- low smoke generation
- economic efficiency
- ease of application
Advantages and disadvantages of die casting process
The advantages of high pressure die casting process include the following:
- die cast parts are obtained with low roughness and high precision;
- die cast parts do not require machining after pressing;
- the process can be fully automated;
- process is highly productive.
The disadvantages of this technology include the complexity and high cost of equipment required for high pressure die casting process. Therefore, this method of other manufacturing processes of parts is not used in small- and medium-scale production.
Also, this technology is not used when casting refractory metals (they melt at a high temperatures than steel). In addition, this method is not suitable for creating large castings due to uneven solidification of the material.
Application area of die casting process
High pressure die casting process allows you to create thin-walled products with a thickness of 1 mm or more with complex geometry from plastic and the following alloys:
- copper;
- aluminum;
- zinc;
- based on magnesium;
- steel based.
In this regard, high pressure die casting process has found application in instrumentation, automobiles, aircraft and machine tools, in the production of household appliances and elements for mixers. Also, this technology is used to create products from synthetic materials (polyethylene, polypropylene and others).

When working with high pressure die casting machines, we must not forget that according to this technology, the material is filled with trapped air inclusions. This worsens its strength, contributes to rapid destruction. You can get rid of trapped air bubbles by increasing the load. However, this requires powerful equipment.
Low pressure casting technology
Another casting method involves the use of low pressure. This technology has certain advantages:
- The ability to produce products of large sizes, with thin walls.
- Less material is spent on the gating system.
- Low pressure does not have a destructive effect on the die walls of the high pressure die casting, the working elements of the equipment.
- The high feed rate of molten metal allows the production of large-sized hollow parts.
Most often, casting technology under low loads is used in ferrous metallurgy.
Equipment Used in Low pressure die casting
When the technological process is carried out, two kinds of high pressure die casting machines are applied:

With hot camera: Used to create castings from metals that melt from temperatures up to 450 degrees Celsius. The design is designed so that during the working stroke of the piston through which pressure is transmitted, the molten metal itself will fill the high pressure die casting.
When it is filled to the brim, a sensor is activated that transmits a signal to the piston. He starts moving down. After crystallization of the material, the high pressure die casting opens automatically. Movable mechanisms push the casting out. The equipment operates under difficult conditions. Because of this, various parts of the machine often fail.
Machines with cold chamber process
A small pressure is applied (up to 100 MPa). The master must pour the molten material into the chamber, which is designed for pressing. Further, under the influence of loads, the future product is sent to the high pressure die casting.
The metal crystallizes. After that, the movable elements open the structure for solidification. The rod is removed from the workpiece, after which a free mould cavity remains. The press pushes the product out.
Cold chamber process machines do not produce thin-walled parts due to the rapid cooling of the material.

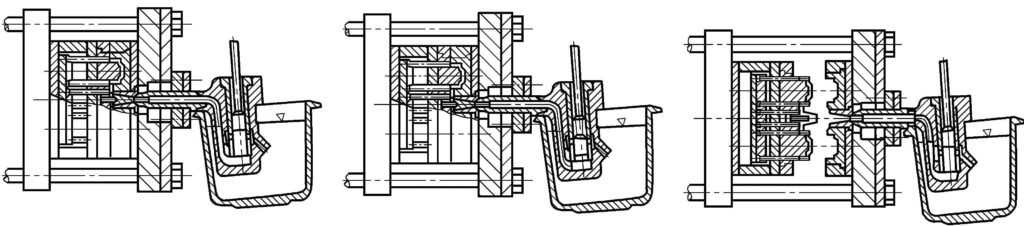
Technical process of die casting machine
Metal high pressure die casting has several stages, which must follow strictly one after the other. If the technology is broken, the result will not meet the norm. Stages of work:
- A high pressure die casting is being made to create castings.
- It is attached to the car.
- The metal is melted and fed into the pressing chamber.
- Under the influence of increasing loads, it is poured into the high pressure die casting at high speed.
- Further, the material crystallizes, at the same time the working piston begins to act on it.
- When the product is ready, the holding structure opens automatically. Moving parts push parts out of the machine.

Automated equipment requires the foreman to control moving elements and check workpieces. The manufacture of structures for creating castings of complex shape requires precise drawing up of a drawing, the use of high-strength alloys and metals. They must withstand a load exceeding 500 MPa.
High pressure die casting is a technology that allows the production of metal products with thin die walls. It is used in various industries. It is important to know the main stages of the technological process, take into account the material used, the possibility of equipment. High loads can disable the machine, spoil the structure of the metal.
Summary
In hot chamber die casting involve quenching the castings in a container of water immediately after they are removed from the casting machine to quickly cool the product. The presence of water, oxygen and metal, as well as high temperatures, create conditions for the occurrence of corrosion on the superior surface finish of the vacuum die casting.
Why Castingod for pressure die casting?
The introduction of the metal pressure die casting process contributes to obtaining a surface of exceptional quality. The advantage of the technology is that there is no need for further machining of castings via hot chamber system. High performance speaks in favor of the choice of technology.
The process is superior to other casting methods in many respects. Also, blanks are more profitable from an economic point of view. Complex parts for casting which this method is used can be made of various alloys using hot chamber machine- copper, aluminum, zinc. Depending on the purpose, the weight of products can be only a few grams and reach tens of kilograms.
- Development and modeling of the future casting;
- Carrying out work on the preparation of production (development and manufacture of the necessary technological desired component);
- Carrying out tests and obtaining the conclusion of the Customer
- Launch of serial production.
The production activities are carried out in accordance with the norms and provisions of global standards. Owning the necessary capacities is important. Pressure die casting process is carried out in several stages:







